
UG PC多軸宏后處理教程
共45小節(jié)
已有36444人學(xué)過
2022年11月推出
課程概要
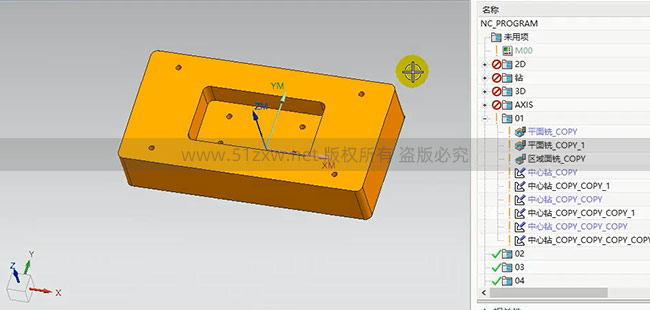
講解四軸宏,五軸宏后處理的制作。很多同學(xué)可能不了解宏后處理。宏后處理是通過函數(shù)運算讓沒有RTCP機床實現(xiàn)一個坐標(biāo)系加工任意面。減輕了編程人員和調(diào)機人員的工作量。
教程程度:
高級
軟件版本:
UGNX2206
所需基礎(chǔ):
UG加工基礎(chǔ)
適合人群:
機械設(shè)計人員




用")


控車床宏程序視頻教程")








